 True production numbers are what is important, not how fast can a machine cycle.
True production numbers are what is important, not how fast can a machine cycle.
What are true production numbers?
Production numbers are the real count of what product shipped out and your profits are based on how many hours you spent finishing those goods. So if the machine can cycle 1000 prints per hour, but your jobs are only 100 pieces in length, then you have to factor in the job change time into your productivity. If your oven only cures 400 per hour, then it does not matter if the printer can cycle faster.
What matters is increasing your production numbers based on real life problems and finding the issues in your shop that influence those numbers.
What matters is increasing your production numbers based on real life problems and finding the issues in your shop that influence those numbers.
Where are the common problems? Today, look in the screen room.
Many production managers we work with direct us the screen room as having the biggest affect on shop time. This can be both positive and negative. When all of the details are followed through in the screen preparation area, the printing process moves faster. What are these details? Well, there are too many to cover in one blog. But there are some basics and some tips that will pay off for increasing productivity in the print room.
- First, clean up your space. One of the biggest issues in the screen room is dust. Dust on the glass of the exposure unit, dust in the drying chamber, and dirt on the artwork. All of this dust causes pin holes in the stencil and will cause breakdown on press. Any screen issues on press will reduce productivity.
- Throw out anything you haven't used in 6-8 months. The products used in this department are time sensitive. Dried up block out, emulsion and haze remover only take up space and are dust magnets.
- Slow down. The screen room is where time should be taken to get it right. That applies to all things you do, especially coating the screen. If you use liquid emulsion, the speed of your coat affects both the stencil thickness and pinholes. Too thin of a coat and the stencil will be weak and break down on press. When coating too quickly, a thinner deposit is laid on the screen. Coating too quickly will also increase the air bubbles that are created within the coater. These bubbles pop under pressure and will cause additional pin holes. These pin holes can appear during stencil processing or during the print process.
- Extend your dry time. This means that the dry time before exposing a screen should be checked. Just because a coated screen feels dry to the touch does not mean that the inside is ready. Think about a cake. The outside looks really yummy, but if you don't bake it all the way, the inside is mush. A little longer in the screen dryer will save a lot of time on press. If you do not have a heated screen dryer, invest in a dehumidifier and leave the screens 24 hours. Make sure the dehumidifier is emptied and maintained.
- Not every job will use the same emulsion. It is very common for a shop to get used to one emulsion product and use it for every job. That is great if all of your jobs are the same length and use the same ink. Keep in mind that most polymer emulsions were designed for shorter runs and rapid screen processing. This is great for most community print jobs of a few hundred. However, they were not designed for thousands of impressions. Also, if you are adding discharge, water base or any other specialty print then you will need to find an emulsion to stand up to those inks. Consider a dual-cure for these tougher jobs and keep an eye on their shelf life.
A Tip From Our Printmaster Installer
When a new container of emulsion arrives, DO NOT COMBINE IT WITH YOUR OLD BUCKET. Yes, we understand that you want to use every last drop. We will get to how to do that in a moment. However, we want to control the quality of the stencil heading for the print shop. The best way to do this is the keep the products for this pure and uncontaminated. If you examine the last 10% of any container of emulsion you will notice an accumulation of crud. Yup, that is a technical term.
That crud is partially dried bits of emulsion, accumulated dust and dirt, and any other assortment of debris that may have floated into the container over it's life span. These particulates will affect the quality of the stencil by causing pin holes, streaks and uneven thickness. So, open the new container and leave the old stuff for another use.
And what use can there be? Well, the options are many.
- Block out is our first choice. Pour the old emulsion into a small squeeze bottle that has a cap. Use the cap, it will keep the emulsion from drying out. This emulsion is perfect for pin hole touch up. No matter how clean the room, pin holes will happen. Whether it is from dust or bubbles in the emulsion a press operator should not be the one to cover them when in production. Take a minute for each screen and use this bottle to fill the little holes.

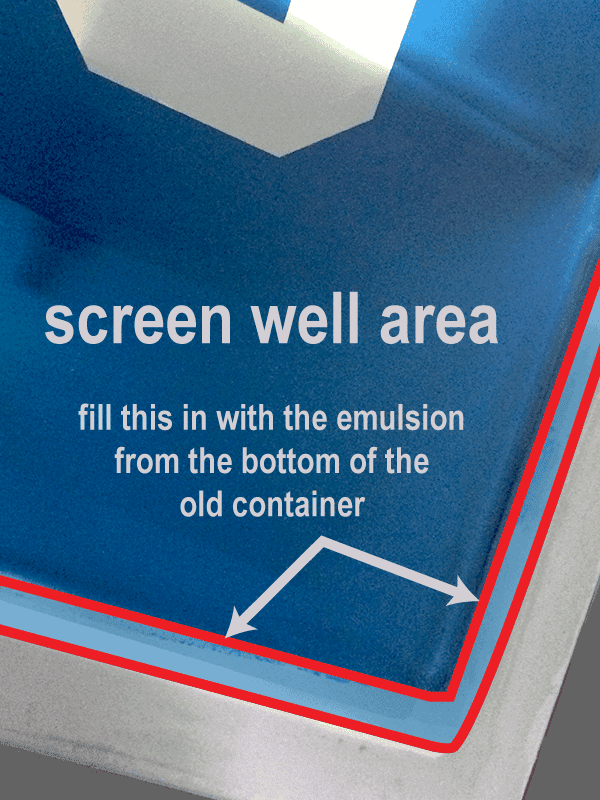
- Our second quick tip is to extend the stencil. The area between the stencil and the frame edge is open mesh. This area is prone to ink leaks on press and can cause print rejects and press down time. After processing the stencil, use the emulsion in the squirt bottle and a card or scraper and fill this area with emulsion. Let it dry. It won't need additional exposure time because it is not affected by the squeegee stroke and it will stay solid until washed with water.

- Finally, tape off the screen. Yes, the screen guys will whine. However, the press operator is not producing shirts when he has to do any prep. Having screens delivered to the press ready to load will only cause a small delay in the screen room but it will vastly speed up the print department.
So when you are shopping for your next production expansion, instead of asking how fast can this thing go, ask how it can improve your shop. Set up, tear down and maintenance have a stronger influence on a shops production time than does cycle capacity. Remember, the goal in what we all do is to produce quality product at the right price for both the customer and for our bottom line. Owning the fastest sports car when you can only drive 65 looks great, but it doesn't pay the bills.

